采用無氰電刷鍍方法在銅基體上成功制備了銀-石墨烯(Ag-G)復合鍍層。當硫化溫度從-70℃升高到45℃時,在石墨烯含量為2 g L
-1的復合溶液中制備的Ag-G復合鍍層的硫化程度逐漸增大到最大值。當硫化溫度提高到90℃時,Ag-G復合鍍層的硫化程度較45℃時略有下降。Ag- G復合涂層在極端硫化溫度下具有優異的抵抗硫化、耐磨損和耐腐蝕性,由于石墨烯的摻入,其性能優于純Ag涂層。硫化溫度與Na
2S溶液中O
2含量的相互作用決定了耐硫化性能。該工作通過采用無氰復合電解質,為不同極端環境下的實際應用提供了新型高性能銀涂層方法。
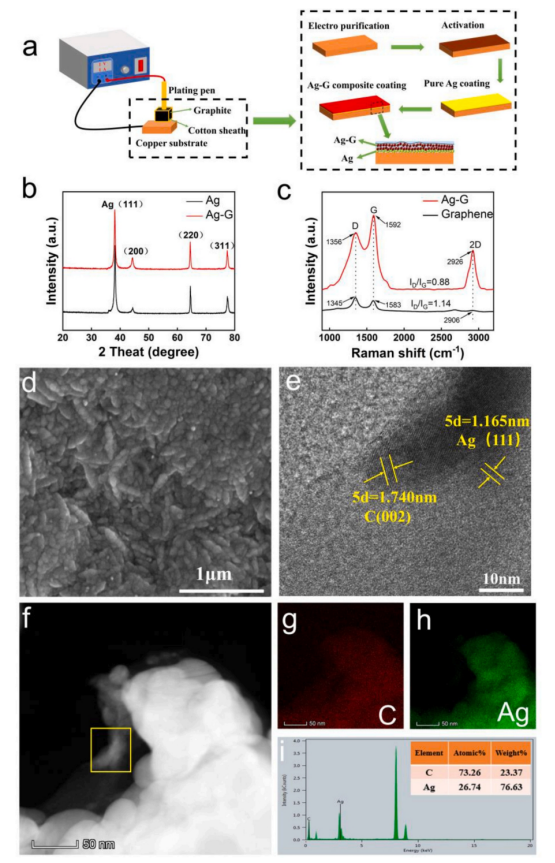
圖1. (a)通過復合刷鍍方法制造Ag-G復合涂層的工藝示意圖。(b) XRD圖譜。(c)拉曼光譜。
(d)FESEM圖譜。(e)HRTEM圖譜。(f) STEM圖譜,( g) C和(h) Ag的EDX元素圖譜,以及(i)復合涂層(f)中矩形區域的EDS結果。
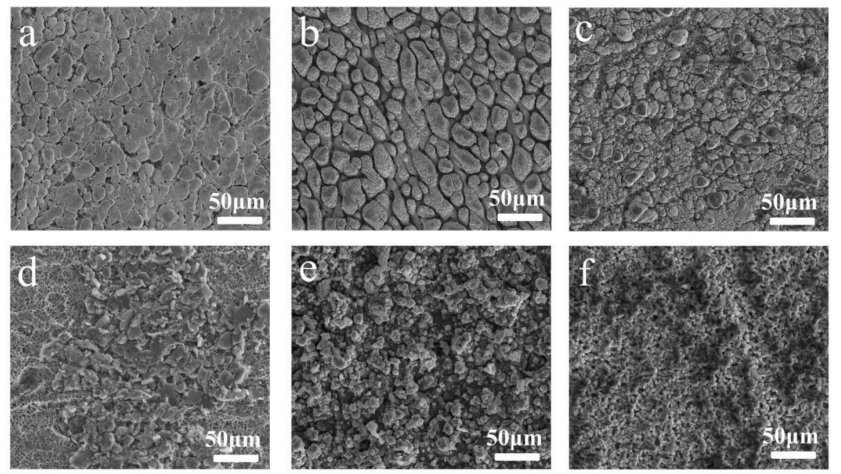
圖2. Ag-G復合涂層在(a)-70 ℃、( b)-25 ℃、( C)25 ℃、( d)45 ℃、( e)90℃的不同硫化溫度下168小時后的FESEM圖譜。(h)純銀涂層在25℃的硫化溫度下168小時后的FESEM圖譜

圖3. (a)在不同硫化溫度下168小時后,純Ag涂層和Ag-G復合涂層的XRD圖。(b)在硫化溫度為-25°C、25°C和90°C下168小時,Ag-G復合涂層的C 1s、(c) O 1s、(d) Ag 3d、(e) S 2p XPS光譜
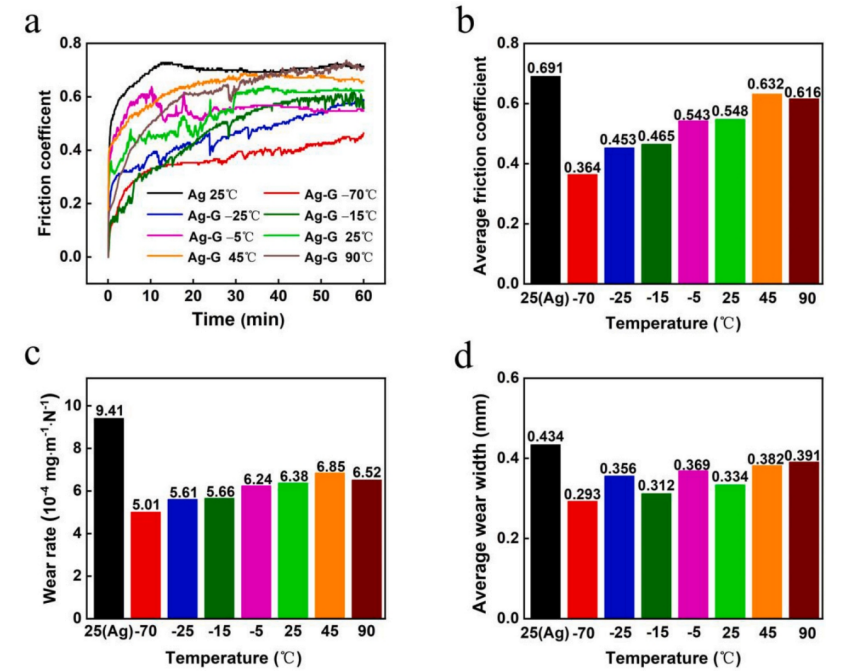
圖4. (a)純Ag和Ag-G復合涂層在不同硫化溫度下168小時后的摩擦系數變化;(b)硫化168小時后制備涂層的平均摩擦系數;(c)硫化168小時后制備涂層的磨損率;(d)硫化168小時后制備涂層的平均磨損寬度。
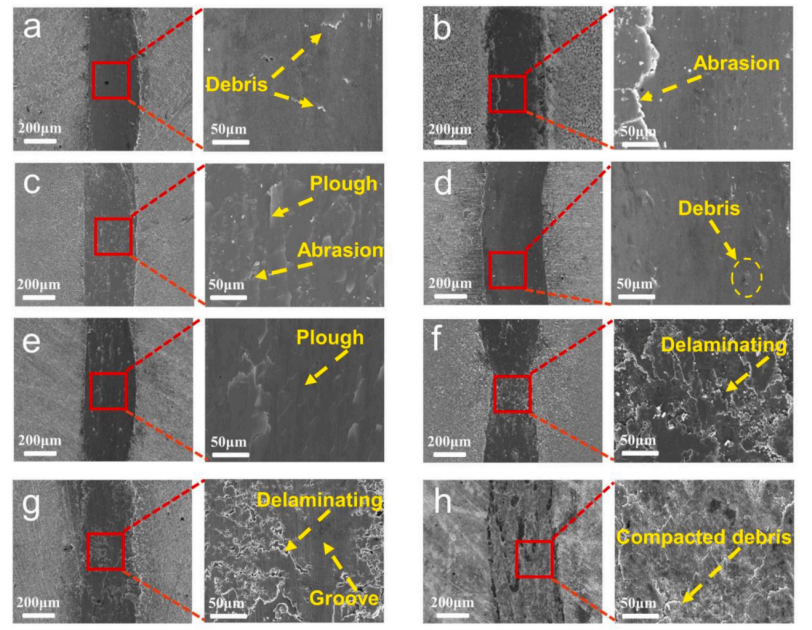
圖5. Ag-G復合涂層在(a)-70°C、(b)-25°C、(C)-15°C、(d)-5°C、(e)25°C、(f)45°C和(G)90°C不同硫化溫度下168 h后的磨損形貌。(h)在硫化溫度25°C下168小時的純銀涂層的磨損形態。
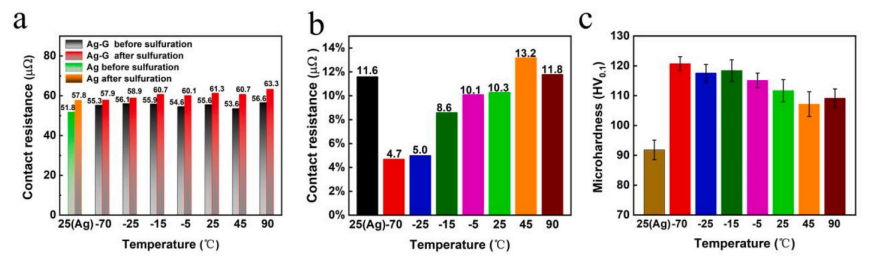
圖6. (a)在不同硫化溫度下硫化168小時前后,所制備涂層的接觸電阻。(b)在不同硫化溫度下,接觸電阻在168 h前后增加的百分比。(c)在不同溫度下硫化168 h后,純銀和Ag-G復合鍍層的顯微硬度。
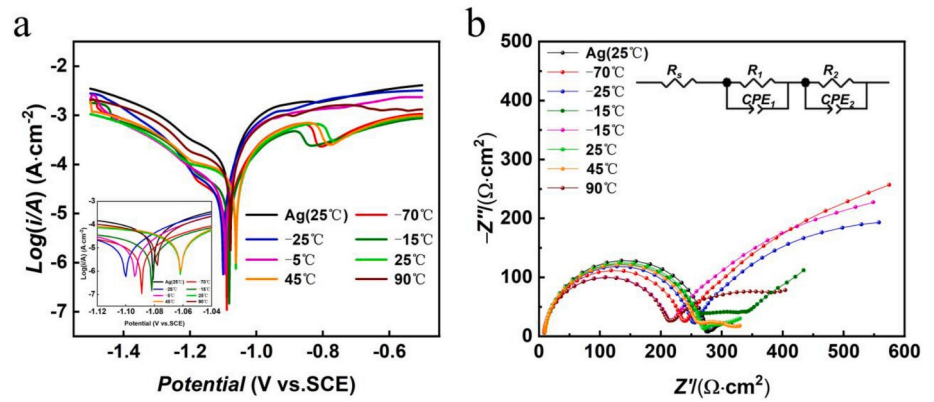
圖7. (a)純Ag和Ag-G復合鍍層在不同硫化溫度下168 h后的Tafel極化曲線和(b)電化學阻抗譜曲線。
相關研究成果由南昌航空大學材料科學與工程學院Zhiguo Ye和先進輸電技術國家重點實驗室(國網智能電網研究院有限公司)Yi Ding等人于2024年發表在Journal of Materials Research and Technology (https://doi.org/10.1016/j.jmrt.2024.02.143)上。原文:Study on extreme sulfuration behavior of brush-electroplated silver-graphene composite coatings as the electrical contact materials for the outdoor high-voltage isolating switch
轉自《石墨烯研究》公眾號